

Process Upgrades at Princes Cardiff Centre of Excellence
Sycamore Process Engineering has recently delivered phase 3 of Princes Group process upgrades at their Cardiff Centre of Excellence. This project involved the relocation of equipment from their former Manchester production facility, upgrades of existing equipment as well as specification and installation of new process equipment.


The initial stages of this project were led by Lorien Engineering who carried out a feasibility study and helped to develop an initial user requirement specification (URS). Lorien recommended Sycamore to Princes to be invited to tender for this project which eventually led to Sycamore winning the contract after outperforming our competition at every stage of the tender process.
The design of this project focused on upgrading the equipment that was removed from their Manchester production facility to ensure the most efficient solution was delivered to Princes’ Cardiff process centre. Our design team were able to be flexible and specify upgrades to the pasteurisation system which ensured some of theexisting relocated equipment could be incorporated into the new design.
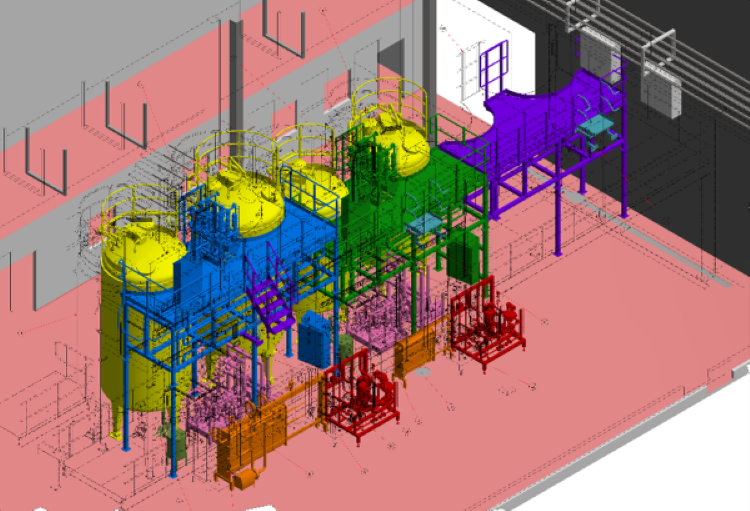
As part of the mechanical layout to ensure the four blend tanks and the high-level mixproof valve routing manifolds were accessible, our design team were able to design an access platform enabling easy maintenance and servicing activities.
Throughout the layout design phase, the design team worked closely with Princes production team to develop a 3D model of the access platform to ensure it met Princes requirements and the operators who would be using this were satisfied it provided an efficient and workable solution.
The design of this project focused on upgrading the equipment that was removed from their Manchester production facility to ensure the most efficient solution was delivered to Princes’ Cardiff process centre. Our design team were able to be flexible and specify upgrades to the juice pasteurisation system which ensured some of the existing relocated equipment could be incorporated into the new design. As part of the mechanical layout to ensure the four blend tanks and the high-level mixproof valve routing manifolds were accessible, our design team were able to design an access platform enabling easy maintenance and servicing activities. Throughout the layout design phase, the design team worked closely with Princes production team to develop a 3D model of the access platform to ensure it met Princes requirements and the operators who would be using this were satisfied it provided an efficient and workable solution.

From the existing glycol chiller, we added an extra section to the pasteuriser design which utilises an abundance of 10°C water available on site. This extra section is consuming the 50kW of cooling duty required instead of the glycol section. This successful upgrade has resulted in the glycol not being required at all in ambient juice production and proving a significant benefit to the Princes Group.
The juice pasteuriser skids, where possible, were manufactured in our workshop including connections to the hot water set and holding tubes, to minimise the installation time required onsite resulting in less downtime, keeping costs to a minimum, but most importantly reducing any health safety risks. The pasteuriser skids, where possible, were manufactured in our workshop including connections to the hot water set and holding tubes, to minimise the installation time required onsite resulting in less downtime, keeping costs to a minimum, but most importantly reducing any health safety risks. A clear benefit of having our manufacturing facility at our offices in Sparkford, Somerset is that our Workshop and Design Engineers were able to carry out any surveys, testing and inspections of the equipment removed from the Manchester site, before it was relocated to the Cardiff production facility.
As the manufacturing stage of this project concluded and the onsite installation commenced with the ingress of the new platforms, the four blend tanks, mixproof valve routing manifolds and the juice pasteuriser into the processing facility at Princes Cardiff Centre of Excellence. This ingress of the new equipment was completed alongside one of our specialised machinery removal partners. The onsite installation team was led by Site Based Project Engineer Alex Range, with Project Management duties being overseen by Steve Clancy. Our team of engineers were able to install the processing equipment with minimal disruption to the ongoing upgrades taking place at the production facility.
In an effort to maximise the sustainability of the processing equipment and to minimise product wastage part of the onsite works was to install a product recovery station. This has been designed to recover the remaining product in the pasteuriser return circuits coming back from the filler.
This product recovery station allows the operator to prime, purge and collect circa 400l of product at the end of each production run, which can then be utilised to uplift into another line on-site running the same product.

During commissioning and validation of the new juice pasteuriser, we optimised the existing CIP plant parameters, by reducing the consumption of water and CIP fluid during valve seat clean steps by 75%. One of the key performance criteria of the juice pasteuriser was to ensure a CIP turnaround time of 4 hours or less.
The new plant is currently completing this cycle in 3 hours and 5 minutes! The result of this is that Princes are benefitting from the pasteuriser being available for production runs 55 minutes earlier, allowing more uptime!
We look forward to completing future works across the Princes group at their multiple processing sites in the UK to help continue ensuring their processing facilities are optimising the latest technologies and achieving the best efficiencies.